 Co., Ltd.")




Tratamiento de gases residuales de calderas de biomasa
Defaee ofrece soluciones específicas de tratamiento de gases de combustión multicontaminantes adaptadas a condiciones de trabajo complejas de calderas de biomasa. Como fabricante y proveedor confiable, ofrece tratamiento de gases residuales de calderas de biomasa. Elimina polvo, dióxido de azufre y óxidos de nitrógeno de manera eficiente, bloquea las chispas para evitar daños al equipo, elimina la niebla blanca y mantiene emisiones ultrabajas estables con bajos costos operativos.
Los gases de combustión de las calderas de biomasa contienen polvo pesado, mucha humedad, alquitrán, dióxido de azufre SO2 y óxidos de nitrógeno (NOx). También transporta chispas abiertas, provoca fácilmente incrustaciones en las bolsas de filtro y corrosión del equipo.
La secuencia de tratamiento estándar es:Pretratamiento → Eliminación de polvo → Desulfurización → Desnitrificación → Eliminación de niebla y eliminación de niebla blanca → Descarga.
1. Equipo de pretratamiento (previene el desgaste y la obstrucción de las bolsas y reduce la carga)
1.1 Parallamas
Función: Atrapa chispas de alta temperatura y partículas de carbón no quemadas para proteger las bolsas filtrantes aguas abajo contra el quemado.
Principio de funcionamiento: Las placas corrugadas de acero inoxidable o la estructura laberíntica interceptan partículas mediante colisión inercial.
Rendimiento: Elimina más del 90% de las chispas.

1.2 Colector de polvo ciclónico
Función: Separar previamente las partículas gruesas de más de 50 μm y las virutas de madera para aligerar la carga de los filtros de bolsa.
Principio de funcionamiento: la fuerza centrífuga hace que las partículas grandes choquen con la pared y caigan en la tolva de cenizas.
Eficiencia: 70%–85%, concentración de polvo de salida < 500 mg/m³. Características: Resistencia a altas temperaturas, resistencia al desgaste, estructura simple y sin riesgo de contaminación de la bolsa.

1.3 Acondicionamiento de gases de combustión / Inyección de polvo inerte
Función: Inyecte piedra caliza o bicarbonato de sodio en polvo para cubrir el alquitrán pegajoso y el polvo, evitando que la bolsa del filtro se ensucie y se apelmace.
Aplicación: Combustibles de biomasa con alta viscosidad, alto contenido de alquitrán y alto contenido de agua, como paja, corteza y astillas de madera húmedas.
2. Equipo de eliminación de polvo (Unidad central para el cumplimiento de las emisiones)
2.1 Colector de polvo con bolsa de impulsos (solución principal)
Material del filtro: bolsas filtrantes de membrana de PPS/PTFE (resistencia a temperaturas de hasta 220 °C, resistencia a ácidos y antiincrustantes).
Principio de funcionamiento: Filtración externa + limpieza por chorro pulsado a baja presión.
Eficiencia: ≥99,9%, polvo de salida ≤ 10 mg/m³ (tan bajo como 5 mg/m³).
Características: Rendimiento maduro y estable, rentable. Ideal para calderas pequeñas y medianas (1-20 t/h).

2.2 Colector de polvo con tubo filtrante de cerámica
Componente principal: tubos de filtro catalítico cerámico (resisten entre 300 y 500 °C, resistentes a la corrosión y sin incrustaciones).
Principio de funcionamiento: Filtración y catálisis integradas para eliminación de polvo y desnitrificación simultáneas.
Eficiencia: Eliminación de polvo > 99,9%, desnitrificación > 95%.
Características: Vida útil superior a 5 años. Adecuado para calderas de alta viscosidad, alto contenido de azufre y de gran escala (más de 20 t/h).

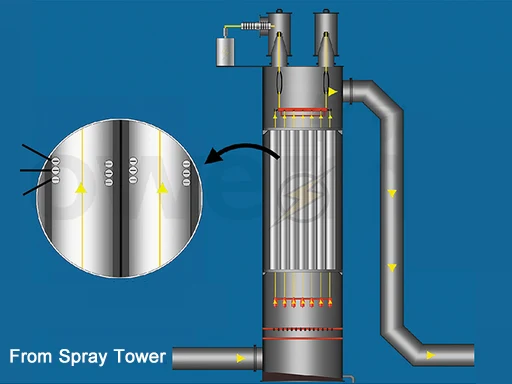
2.3 Precipitador electrostático húmedo (WESP)
Función: Tratamiento final avanzado para PM2.5, niebla ácida, alquitrán y metales pesados.
Principio de funcionamiento: electricidad estática de alto voltaje combinada con lavado de película de agua, sin reinserción de polvo.
Eficiencia: Polvo de salida ≤ 5 mg/m³, emisión de polvo casi nula.
Aplicación: Proyectos que requieren emisiones ultrabajas, niebla blanca severa y gases de combustión fuertemente corrosivos.
3. Equipos de desulfuración (eliminación de SO₂ y anticorrosión)
3.1 Desulfuración seca SDS (inyección de bicarbonato de sodio)
Principio de funcionamiento: el bicarbonato de sodio se inyecta en los gases de combustión a alta temperatura y reacciona para formar polvo de sulfato de sodio seco.
Eficiencia: 85%-95%.
Características: Sin descarga de aguas residuales, baja corrosión y tamaño reducido. Apto para calderas pequeñas y medianas.

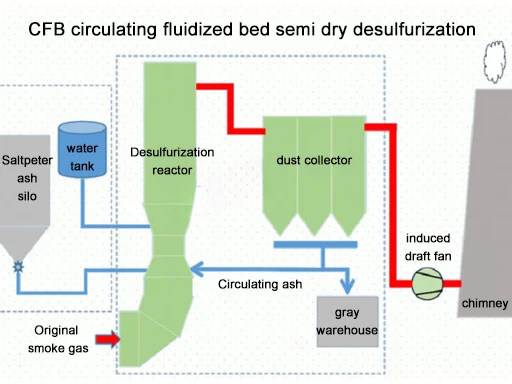
3.2 Desulfuración semiseca en lecho fluidizado circulante
Principio de funcionamiento: la lechada de cal atomizada reacciona con el dióxido de azufre dentro del reactor.
Eficiencia: 85%-95%.
Características: Generación limitada de aguas residuales y subproductos reutilizables. Ideal para calderas de tamaño medio.
3.3 Desulfuración húmeda (piedra caliza-yeso/depurador alcalino)
Principio de funcionamiento: La solución de piedra caliza o hidróxido de sodio absorbe (SO2) dentro de las torres de aspersión.
Eficiencia: 95%–98% con rendimiento de desulfuración superior.
Inconvenientes: Produce aguas residuales, transporta gotas de agua y provoca una intensa niebla blanca; Se requiere tratamiento anticorrosión.
Aplicación: Grandes calderas, combustibles con alto contenido de azufre y proyectos con estrictos requisitos de desulfuración.

4. Equipo de desnitrificación (eliminación de NOₓ para emisiones estándar y ultrabajas)
4.1 SNCR (Reducción Selectiva No Catalítica)
Instalación: Área del horno a 850–1100°C.Reactivo: Agua amoniacal o solución de urea.
Principio de funcionamiento: el amoníaco reacciona con (NOx) para generar nitrógeno y agua.
Eficiencia: 40%–70%, salida (NOx) inferior a 150 mg/m³.
Características: Baja inversión y fácil adaptación. Apto para calderas pequeñas y medianas.

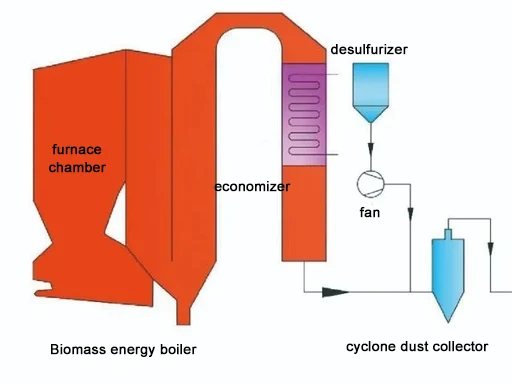
4.2 SCR (Reducción Catalítica Selectiva)
Instalación: Después del economizador, temperatura de funcionamiento 180–380°C.
Principio de funcionamiento: (NOx) se reduce a nitrógeno con amoníaco y catalizadores.
Eficiencia: 80%–95%, cumple con el estándar de emisiones ultrabajas (por debajo de 50 mg/m³).
Inconvenientes: Alta inversión, necesidad de catalizador y riesgo de pérdida de amoníaco.
4.3 Eliminación integrada de polvo y NOₓ
Componente principal: Bolsas filtrantes catalíticas para eliminación de polvo sincrónica y desnitrificación SCR.
Temperatura de funcionamiento: 210–230°C.
Eficiencia: Eliminación de polvo ≥99,9%, desnitrificación ≥85%.
Características: Tamaño reducido, ahorro de costes y sin deslizamiento de amoníaco. Optimizado para calderas de biomasa.
5. Equipos de eliminación de niebla y niebla blanca
5.1 Sistema de eliminación de niebla blanca por condensación
Principio de funcionamiento: Enfríe los gases de combustión por debajo del punto de rocío para condensar el vapor de agua en líquido, luego recaliente los gases de combustión a 50–70 °C para evitar que vuelva a aparecer la niebla blanca.
Efecto: Elimina la niebla blanca visible de las chimeneas, elimina la niebla ácida y reduce la corrosión.

5.2 Eliminador de niebla de crestas/tubulares
Función: Elimina las gotas de agua y el arrastre de yeso después de la desulfuración húmeda.
Efecto: Mitiga la niebla blanca y reduce la corrosión de ventiladores y chimeneas.

6. Equipo Auxiliar (Obligatorio para el Sistema Completo)
· Ventilador de tiro inducido: Frecuencia variable, alta temperatura y resistente a la corrosión para superar la resistencia del sistema.
· Chimenea de escape: Resistente a la corrosión y altas temperaturas, altura ≥ 15 m según exige la normativa.
· Sistema de monitoreo en línea: rastrea partículas (SO2), (NOx), temperatura, humedad y contenido de oxígeno.
· Gabinete de control PLC: Operación automática, limpieza por presión diferencial, alarma de falla y transmisión remota de datos.
7. Configuraciones recomendadas por capacidad de la caldera
1–6 t/h (calderas pequeñas)
Supresor de llamas → Colector de polvo ciclónico → Cámara de bolsas de PTFE → SNCR → Eliminación de niebla blanca de condensación
Características: Baja inversión, cumplimiento estable y mantenimiento sencillo.
10–20 t/h (calderas medianas)
Supresor de llamas → Colector de polvo ciclónico → Cámara de bolsas → Desulfuración seca SDS → Eliminación integrada de polvo y NOₓ → Eliminación de niebla blanca
Características: Cero aguas residuales, emisiones ultrabajas, adaptado a gases de combustión de biomasa de alta viscosidad.
Más de 25 t/h (Grandes Calderas / Proyectos de Emisiones Ultrabajas)
SNCR → Colector de polvo ciclónico → Tubo filtrante cerámico → SCR → Desulfuración húmeda → WESP → Eliminación de niebla blanca
Características: Control colaborativo de múltiples contaminantes, emisiones ultrabajas estables a largo plazo.
8. Terminología profesional (para licitaciones y promociones)
Términos del equipo
Supresor de llamas, colector de polvo ciclónico, cámara de mangas de pulso, bolsa de filtro de PTFE/PPS, colector de polvo de tubo de filtro de cerámica, desulfuración seca SDS, desulfuración semiseca en lecho fluidizado circulante, desulfuración húmeda, SNCR, SCR, eliminación integrada de polvo y NOₓ, bolsa de filtro catalítico, WESP, eliminación de niebla blanca de condensación, eliminador de niebla, ventilador de tiro inducido, monitoreo en línea, control automático PLC
Términos del proceso
Purificación graduada, desempolvado previo, eliminación de polvo de alta eficiencia, desulfuración y desnitrificación integradas, control colaborativo de múltiples contaminantes, antiincrustante, anticorrosión, interceptación de chispas, combustión con bajo contenido de nitrógeno, emisiones ultrabajas, eliminación de niebla blanca, recolección de presión negativa, limpieza automática de cenizas, control de presión diferencial
Términos de cumplimiento y valor
Norma de emisión de contaminantes atmosféricos de calderas, material particulado (SO2), (NOx), opacidad de gases de combustión, escala Ringelmann, aceptación de EIA, permiso de descarga, inspección ambiental, producción más limpia, fábrica verde, ahorro de energía, prevención de quejas, producción estable, bajo costo de operación.
Etiquetas calientes: Tratamiento de gases residuales de calderas de biomasa, fabricante, proveedor, fábrica
Categoría relacionada
Enviar Consulta
Datos de contacto
-
DIRECCIÓN
No. 661 Cangchu Road, distrito de Jiangbei, ciudad de Ningbo, PROVINCIA DE ZHEJIANG, CHINA
-
Teléfono
-
Correo electrónico
Para consultas sobre nuestros productos o lista de precios, déjenos su correo electrónico y nos comunicaremos con usted dentro de las 24 horas.









